ΓΓΓΓΥφΉ≈Τϊ≥ΒΙΛ“ΒΒΡΩλΥΌΖΔ’ΙΘ§ΆΙ¬÷÷α’ΐ ±≥ί¬÷ΒΡ–ΈΉ¥“≤‘Ϋά¥‘ΫΗ¥‘”Θ§÷ΊΝΩ‘Ϋά¥‘Ϋ«αΘ§ΨΪΕ»“Σ«σ‘Ϋά¥‘ΫΗΏΓΘΖέΡ©“±ΫπΆΙ¬÷÷α’ΐ ±≥ί¬÷ΒΡ–ΈΉ¥ΚΆΨΪΕ»ΒΟΒΫ±Θ÷ΛΘ§Ήν÷Ί“ΣΒΡ «―ΙΡΘΒΡ–ΈΉ¥ΚΆΨΪΕ»;…ζ≤ζΙΐ≥ΧΒΡΤΫΈ»–‘»ΓΨω”Ύ―ΙΡΘ…ηΦΤΒΡΚœάμ–‘ΚΆ…ζ≤ζΙΛ“’ΒΡΑ≤≈≈ΓΘ
ΓΓΓΓ
1)≤ζΤΖ“Σ«σΘΚ»γΆΦ(ΆΦ1)Υυ ΨΘ§ΖέΡ©“±ΫπΆΙ¬÷÷α’ΐ ±≥ί¬÷≤ζΤΖ Ψ“βΆΦΘ§≤ζΤΖ–ΆΚ≈ΈΣ3DΡΘ–Ά(ΆΦ2)ΓΘ±Ψ≤ζΤΖΈΣΜλΚœΕ·ΝΠΉ‘Ε·±δΥΌΤςΆΙ¬÷÷α’ΐ ±≥ί¬÷;≤…”ΟΖέΡ©“±ΫπSMF4025M‘≠ΝœΘ§≥…ΤΖΟήΕ»6.6g
/ cm3Θ§±μΟφ”≤Ε»HV1070“‘…œ;Άβ≥ί‘≤Ε»“Σ«σ‘Ύ0.04“‘ΡΎ; ΠΒ36ΡΎΩΉ”κΠΒ120ΆβΨΕœύΆ§ΓΘ÷α–Γ”Ύ0.1ΓΘ
ΓΓΓΓ
2)ΙΛ“’Ζ÷ΈωΘΚΆΙ¬÷÷α’ΐ ±≥ί¬÷Άβ±ΎΚώΕ»±ΓΘ§Άβ≥ί–ΈΉ¥≤ΜΡήΦ”ΙΛΘ§–η“Σ“Μ¥Έ―Ι÷Τ≥…–Ά;≤ζΤΖΒΡ…νΕ»Κή…νΘ§Κή÷±ΓΘΗυΨί“‘ΆυΒΡΨ≠―ιΘ§≤ζΤΖ ήΒΫ―Ι÷ΤΓΘΆ―ΡΘ ±Θ§Άβ≥ί±μΟφ»ί“Ή–Έ≥…±μΟφΝ―ΈΤΘ§”Αœλ≤ζΤΖΒΡΆβΙέ÷ ΝΩΓΘάΐ»γΘ§–Έ≥…3-5ΓψΒΡ…νΉΕΕ»Θ§‘ΎΡΘΨΏ…œ–Έ≥…3-5ΓψΒΡΆ―ΡΘΉΕΕ»Θ§ Ι≤ζΤΖ‘Ύ―Ι÷ΤΚσ“Ή”Ύ ΆΖ≈ΓΘΆ§ ±Θ§Υϋ≤ΜΜα”Αœλ≤ζΤΖΒΡ÷ ΝΩΚΆ Ι”ΟΓΘ‘Ύ”κΩΆΜß–≠…ΧΚσΘ§Ά§“β‘ωΦ”Άβ≥ίΡΎΨΕΒΡΒΞ±Ώ5ΓψΉΕΕ»;≤ζΤΖΆβ≥ίΒΡ‘≤Ε»“Σ«σ‘Ύ0.04“‘ΡΎΘ§Άβ≥ί÷±ΨΕ“Σ¥σΘ§÷–Φδ≤ΩΖ÷ «ΥΡΗω–ΈΉ¥ΒΡΩΉΓΘΗυΨί“‘ΆυΒΡΨ≠―ιΘ§…’ΫαΚσΒΡ±δ–ΈΝΩΚή¥σΘ§≤ΜΡή¬ζΉψ≤ζΤΖ“Σ«σΘ§–η“Σ‘ωΦ”ΨΪΦ”ΙΛΙΛ“’;ΡΎΩΉ÷±ΨΕΠΒ36+
0.05 / 0ΙΪ≤ν–ΓΘ§ΆβΨΕΆ§÷αΕ»ΈΣ0.1Θ§”Ο―ΙΡΘ±Θ÷Λ±»ΫœΡ―Ε»Θ§≤…”ΟΚσ÷ΟΆβ≥ίΕ®ΈΜΘ§ΡΎΩΉΉΣΕ·¬ζΉψ≤ζΤΖ“Σ«σΓΘΆΙ¬÷÷α’ΐ ±≥ί¬÷ΒΡ…ζ≤ζΙΛ“’Ϋ®“ιΈΣΘΚΜλΚœ - ―Ι÷Τ - …’Ϋα
- ΨΪΦ”ΙΛ - ΨΪΦ”ΙΛΩΉ - »ΞΟΪ¥Χ - ’τΤϊ¥Πάμ - Φλ―ι - Ζά–β¥Πάμ - ΑϋΉΑΓΘ
ΓΓ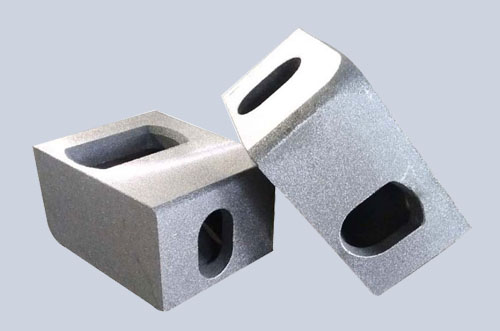
ΓΓ3)ΖέΡ©―Ι÷ΤΚΆΡΘΦή―Γ‘ώΒΡ―Γ‘ώΘΚ Ήœ»Θ§≤…”Οcreo»ΐΈ§»μΦΰΫ®ΡΘΘ§ΆΙ¬÷÷α’ΐ ±≥ί¬÷ΒΡΨΪ»ΖΆΕ”ΑΟφΜΐΈΣ52cm2Θ§―Ι≈ς÷ ΝΩΈΣ330gΓΘΗυΨί―ΙΝΠΙΪ ΫP =
pS(pΈΣΒΞΈΜ―ΙΝΠ;
SΈΣ―Ι÷ΤΆΕ”ΑΟφΜΐ)Θ§―Ι÷Τ¬÷λ±≤ζΤΖ–η“Σ285TΒΡ―ΙΝΠ;ΗυΨί≤ζΤΖΒΡ–ΈΉ¥ΫαΙΙΘ§”Π”……œœ¬ΝΫΗω»ΐΗωΡΘΨΏΑ¥―ΙΘ§…ν±μΈΜ”Ύœ¬ΖΫ;ΗΟΙΪΥΨœ÷”–ΖέΡ©Ή‘Ε·≥…–Ά―ΙΝΠΜζΘ§―Γ”Ο450T»ΐ»ΐΩρ»ΐΩρΖέΡ©“Κ―ΙΜζΓΘ
|