随着科技的不断发展,发动机缸体逐渐被我们越来越多的人开始熟知,它是汽车发动机较重要的零件,其作用是提供各发动机及其部件的安装、支承和保证活塞,那么对于它的知识还想深入了解吗?下面我们就“发动机缸体的发展趋势以及铜铸件的优势”来详细了解下。
【了解发动机缸体的常识】
缸体、缸盖作为发动机核心的零部件,是几乎所有发动机厂家必选的自制件项目。目前缸体、缸盖等箱体类零件的机械加工发展大趋势是,以数控机床和加工中心组成的柔性生产线逐步替代以组合机为主的刚性生产线。
为了适应大批量生产的需要,先后开发了可换箱式柔性制造单元(FMC)和多台加工中心组成的柔性加工系统(FMS),适应不同品种和批量的制造业需要。随着CNC控制系统的推广和新材料的开发,高速模块化加工中心在90年代取得突破性进展,由高速加工中心组成的柔性加工系统已广泛用于实际生产。

气密性测试设备又称测漏机,检漏机,它主要应用于汽车,内燃机,摩托车, 压缩机等行业;是检测其零部件泄漏状态,保证产品质量的重要设备。市场上主要的试漏机有:干式气密试漏机,干湿组合气密试漏机, 流量检测气密试漏机,发动机总成气密试漏机。
产品用途:相机、手机、手电筒、MP3等的防水测试,气密性测试。
达测漏仪主要规格与技术参数如下:
外形尺寸:550mm×550mm×450mm
放产品缸体内空间尺寸为:200mm×220mm
供气压力:3-8bar;
测漏压力:0.05bar-0.6bar,即0.5米至6米的产品防水测试。
调节方式:充气压力,充气时间,保压时间可调;
电源:220VAC 20W
报警:声光报警
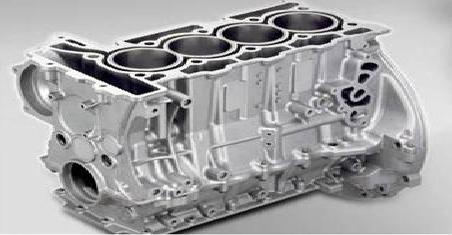
而缸体是承装所有机件的总承,缸体结构共同点是一个近似六面体箱式结构,薄壁,加工面、孔系较多,属典型的箱体内零件,主要加工有缸孔、主轴承孔、凸轮轴孔等,有润滑油道、冷却水道、安装螺孔等多种孔系,有多种联结、密封用凸台和小平面,它们的加工精度直接影响发动机的装配精度和工作性能,同时,为提高机体刚度和强度,还分布有许多加强筋。
缸体孔加工:采用粗镗、半精镗及精镗、珩磨方式加工。主轴承孔的加工:一般采用粗加工半圆孔,再与凸轮轴孔等组合精加工。凸轮轴孔的加工:一般采用粗镗,再与主轴承孔等组合精加工。挺杆孔的加工:一般采用钻、扩(镗)及铰孔的加工方式。主油道孔的加工:传统的加工方法是采用麻花钻进行分级进给方式加工,其加工质量差、生产效率低,目前工艺常采用枪钻进行加工。
可见,气密性试漏机是汽车发动机缸体、缸盖生产中很重要的一个环节。
【发动机缸体介绍大型铜铸件的优点】
铸造大型铜铸件生产有与其他工艺不同的特点,主要是适应性广、需用材料和设备多、污染环境。铸造生产会产生粉尘、有害气体和噪声对环境的污染,比起其他机械制造工艺来更为严重,需要采取措施进行控制。铸造是将金属熔炼成符合一定要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的工艺过程。铸造是现代机械制造工业的基础工艺之一。

大型铜铸件的优点:
1、树脂砂型刚度好,浇注初期砂型强度高,这就有条件利用铸铁凝固过程的石墨化膨胀,有效地消除缩孔、缩松缺陷,实现灰铸铁、球墨铸铁件的少冒口、无冒口铸造。
2、实型铸造生产中采用聚苯乙烯泡塑模样,应用味喃树脂自硬砂造型。当金属液浇入铸型时,泡沫塑料模样在高漫无边际金属液作用下迅速气化,燃烧而消夫,金属液取代了原来泡汪塑料所占据的位置,冷却凝固成与模样形状相同的实型铸件。
铸造是比较经济的毛坯成形方法,对于形状复杂的零件更能显示出它的经济性。如汽车发动机的缸体和缸盖,船舶螺旋桨以及精致的艺术品等。有些难以切削的零件,如燃汽轮机的镍基合金零件只能用铸造方法成形。
以上关于“了解发动机缸体的常识”和“发动机缸体介绍大型铜铸件的优点”的介绍,希望能让您了解“发动机缸体的发展趋势以及铜铸件的优势”带来帮助。
|